| 濡れ性の重要性
|
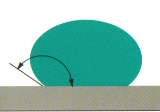
| 効果的な液であるためには切削・研削作業中にすべての接触面を滑らせるだけ小さい粒径である必要があります。冷却にも潤滑にも効果的な濡れ性が必要です。表面張力が30dynes/c㎡よりも高い液体は、金属の表面を適正に濡らすことができないことが物理的に良く知られています。さらに、濡れの良さは液体と液体又は固体の間の表面張力が低いことにもよります。良く濡れる液体は濡らす表面との接触角が小さくなっています。適正な濡れによって液は最も必要とされる切り屑と工具の間、又は砥石と加工物の問に入り込むことができます。 |
|
||
|
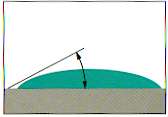


| ケミカルとソリュブルオイルを純鉄の切り屑の上に落とし、同じ経過時間の後で写真に握って濡れ能力を比較した図があります。ケミカルの濃度が半分でしかないのに切り屑を完全に濡らしていることに注意してください。これを見れば90m/min以上で切削したり2000m/min以上で研削する場合、潤滑と冷却のために覚れ性が重要であることがわかります。 |